
 現地レポートを読む
現地レポートを読む
日本酒って、奥が深いですねー(隠岐酒造見学)
2020年10月12日
今回の隠岐取材の旅は、久々の晴天に恵まれた(ただし、行きの船は少々揺れたけど…)。
というのも、ここのところ隠岐へ行くたびに、台風やら大雨に遭遇して運が悪かったのだ。
最初の訪問先は、隠岐酒造さん。歴史と観光の島「隠岐」に酒造業を残さねばならないと、西郷酒造組合の5社が共に生き残れる道の最善の手段として、昭和47年(1972年)に企業合同して設立されたのが、現在の隠岐酒造株式会社ということらしい。

田園に囲まれた隠岐酒蔵の工場全景(隠岐の島町原田)
工場を案内していただいたのは、毛利社長さん。実は、毛利社長さんとは10年ほど前からの知り合いである。
ここで、まず「日本酒ってどうやってできるのか」を簡単に紹介しておきたい。
① 主原料である米(酒米)を精米し、蒸す(蒸米)。
② 蒸米に麹(こうじ)、酵母、水などを加えて発酵させ、醪(もろみ)を作る。
③ 20日ほどかけて発酵した醪を搾って清酒と清酒粕を作る。
④ 清酒は火入れ、貯蔵、ろ過、割水などの工程を経て、さまざまな種類の日本酒となる。
酒米の精米度、醸造アルコール使用の有無などにより、「大吟醸酒」、「吟醸酒」、「純米酒」といった種類のお酒ができる。
また、酒米の種類もいくつかあるし(山田錦、雄町、五百万石など)、醪(もろみ)の搾り方、日本酒製造の過程で使用する乳酸の作り方などによっても味の違った日本酒ができる(生酛<きもと>造り、山廃仕込みなど)。本当に日本酒は奥が深いお酒だ。
さて、工場見学に戻ろう。
日本酒の製造過程に必要な設備を順に説明いただきながら、工場内を見て回った。
日本酒は発酵させてできる飲み物なので、いろいろな菌が利用されている。だから、雑菌が入っては困る製造過程もある。その部分はもちろん見学できなかったが、想像以上に近代化されていたのは意外だった。

日本酒の主原料である酒米を蒸す装置

醪(もろみ)を発酵させる仕込みタンク
昔は木桶が中心だったが、現在は鋼鉄製のタンクが主流
20以上はある「仕込みタンク」エリアの見学を終わると、いよいよ待ちに待った試飲だ。
まずは、「斗瓶囲い大吟醸 隠岐誉」から。芳醇でフルーティーな香りで本当に美味しい。
その後、吟醸酒、純米酒、室町時代と江戸時代の酒を再現したお酒、海藻を原料とした焼酎、はっさくの果汁をブレンドしたお酒を試飲した。
毛利社長のお話によると、日本酒は麹(こうじ)で作るから旨味があり食事にも合うということだ。また、ロンドンのソムリエに、室町・江戸時代のお酒を再現したお酒(いずれも精米度90%)は、どんな料理にも合わせられると評価が高かったということだ。
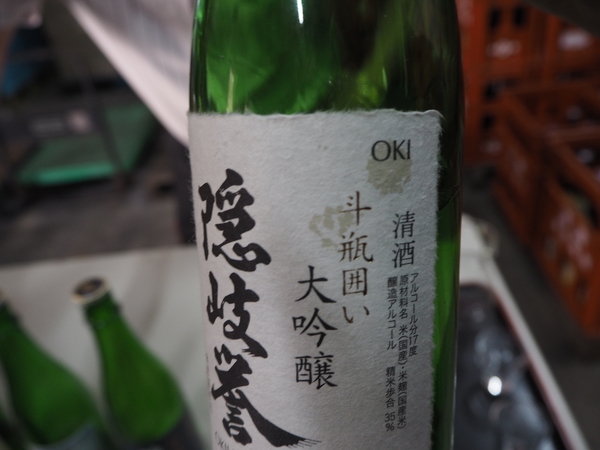
[斗瓶囲い]醪(もろみ)を昔ながらの袋吊りと呼ばれる手法で1滴1滴丁寧に搾り、1升瓶10本分の1斗瓶で低温熟成したお酒
[大吟醸]原料米の精米歩合が50%以下のお酒で、写真のお酒は精米歩合が35%(玄米の65%を削ってある)

見学時に試飲した日本酒、焼酎、リキュール、何と9種類も!
最後に、一風変わった商品を紹介していただいた。
それは、焼酎を再蒸留したアルコール分65%のスピリッツだ。この瓶には、アマビエのイラストがデザインされている。隠岐の島町中村には、水木しげる先生のアマビエのブロンズ像がある。アマビエは、海中から現れ、豊作を告げたり、疫病退散の妖怪として知られている。
新型コロナウイルスが世界的に流行している時に、この商品は消毒用エタノールの代替品として手指消毒用に使用することも可能ということだ。

アルコール度数65%で、消毒用エタノールの代替品として手指消毒用にも使える「アマビエ」をデザインしたラベルが何とも可愛い

2010年、隠岐の島町中村地区に設置されたアマビエのブロンズ像